Any questions unanswered?
Let's discuss them


Manufacturing was one of the first industries we started working with at Clockwise Software in 2014. Our first large project focused on optimizing operations for a manufacturing company, and we have continued building custom software for businesses in this industry.
Digital twin is one of the technologies we’ve implemented for manufacturing companies to help them better understand and improve production operations. What’s important to understand is that digital twins deliver value only when they are built on reliable operational data, integrated with existing manufacturing systems, and aligned with specific operational objectives. Without these conditions, they rarely influence real production decisions.
So, we’re here to explain how manufacturing software development services apply digital twin software in practice. We focus on real-world implementation and outcomes: when digital twins make sense, what technical foundation they require, and how to approach implementation so the investment improves operational efficiency rather than becoming an isolated visualization layer.
In manufacturing, a digital twin is software that maintains a continuously updated digital representation of production assets, processes, or facilities based on live operational data. It is not a static 3D model or a reporting dashboard.
By connecting data from machines, sensors, ERP, MES, and shop-floor systems, a digital twin in manufacturing reflects the current state of operations in near real time and brings that data into a single operational context.
What are the benefits of digital twin solutions for manufacturers? In short, a clear, real-time view of how their operation behaves. They can understand how production systems behave as a whole, assess stability under changing conditions, and anticipate how current decisions may affect throughput, downtime, or quality.
Unlike ERP and MES, which focus on planning and execution, digital twin technology in smart manufacturing focuses on analyzing system behavior and future states, which is why they are not a part of ERP development services, but form a separate class of manufacturing software.
Digital twin technology in manufacturing delivers value where operational data can be translated into earlier insight, lower risk, and more stable production. The most effective use cases focus on understanding how the production system behaves as a whole, including the interaction between equipment, process steps, and operational constraints, rather than monitoring individual machines in isolation.
Digital twin technology in manufacturing market provides a continuously updated view of production that makes emerging issues visible before they escalate. By modeling how machines, lines, and constraints interact, manufacturers can detect abnormal patterns early and intervene before they lead to downtime, throughput loss, or quality deviations, for example, in the automotive industry.
When applied to maintenance, industrial digital twins help manufacturers move from reactive or schedule-based servicing to condition-based decisions. By analyzing live and historical operational data in context, teams can identify early signs of failure, estimate the remaining useful life of critical assets, and plan maintenance activities with minimal impact on production.
Digital twins make it possible to test changes to production parameters, sequencing, or capacity without disrupting physical operations. Manufacturers can evaluate how adjustments affect throughput and stability, identify bottlenecks at a system level, and validate improvement ideas before applying them on the shop floor.
By continuously comparing real operational behavior against defined standards, the digital twin in manufacturing helps detect deviations that may affect quality or compliance. This is especially important in regulated environments, where early detection and accurate traceability reduce risk and rework.
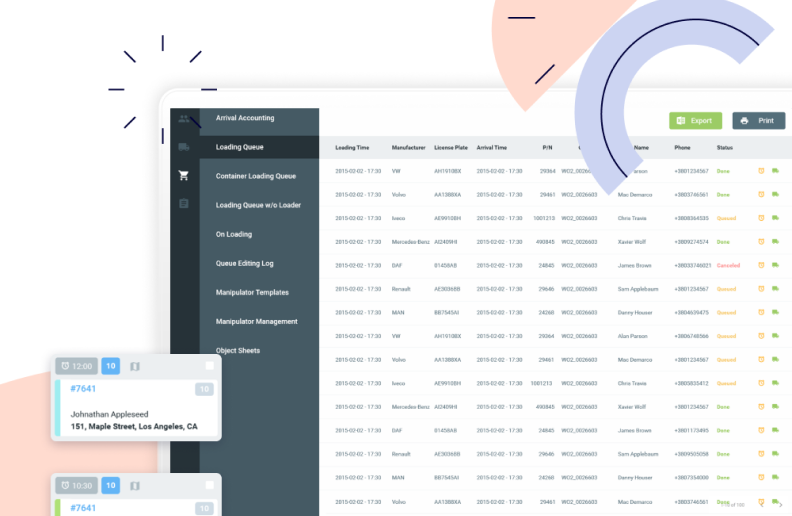
A similar system-level approach is used in one of our logistics software projects, where we built software that maintains a live digital representation of an entire delivery process. Drivers, routes, work orders, containers, and dispatch decisions are modeled as a single operational system, continuously updated as conditions change.
From a software perspective, a digital twin is not a single system but a set of tightly connected components that together create and maintain a live operational model of a manufacturing environment. Its value depends on how well these components work together, not on visualization alone.
Digital twin in manufacturing core components
| Component | Purpose |
| Data sources | Capture operational signals |
| Data ingestion | Align and stream data |
| Digital system model | Represent assets and processes |
| State management | Maintain live system state |
| Rules and constraints | Apply real-world limits |
| Analytics and simulation | Generate insights |
| Visualization | Expose system state |
Every digital twin starts with data. In manufacturing, this data typically comes from multiple systems and sources, including:
IoT sensors and machine controllers
SCADA systems and PLCs
MES platforms capturing execution-level events
ERP systems providing planning, inventory, and cost context
This data is ingested continuously or near real-time through APIs or event streams. Reliable ingestion, time alignment, and handling of missing or delayed signals are critical. Without this foundation, the digital twin in manufacturing can’t accurately reflect reality.
Based on operational data flowing into the system, a digital twin maintains a digital model of physical assets, processes, and their relationships. The model represents manufacturing elements as software entities with defined states and behaviors, helping teams understand how the production system operates in practice. In manufacturing environments, this typically includes:
Equipment and production lines
Process steps and dependencies
Resources such as materials, tools, and operators
Instead of treating events or metrics in isolation, the model captures how components influence each other under real operational constraints.
In one of our projects for a construction industry materials manufacturer UDK, we digitally modeled the full order-to-delivery lifecycle. Orders, warehouse inventory, logistics routes, and contractor capacity were represented as interdependent elements of a single operational model, allowing the system to reason about availability and constraints at a system level. The same modeling principles apply to manufacturing environments.
A digital twin must continuously reconcile incoming data with the current system state. This requires explicit logic that defines how state changes propagate across the model, how conflicting updates are resolved, and when recalculations or alerts are triggered.
For example, a machine status change, sensor anomaly, or production delay may propagate through the model and update multiple dependent components. Proper synchronization logic ensures that the digital twin in manufacturing remains consistent and interpretable even under high data volume and frequent changes.
In one of our factory surveillance projects, live audio and video streams from distributed IoT sensors were converted into operational events such as unauthorized access or suspicious activity. These events updated the system state in real time instead of being surfaced as raw signals. The same event detection and state interpretation patterns are a foundation for digital twin systems that need to react to changing conditions reliably.
Beyond raw state representation, manufacturing digital twins encode rules and constraints that reflect real-world conditions. These can include:
Operational limits and safety thresholds
Production sequencing rules
Capacity constraints and dependencies
Compliance and quality requirements
This logic allows the digital twin to distinguish between normal variation and critical deviations. It also enables the system to evaluate whether a given operational state is acceptable, risky, or unsustainable.
Once data, state, and rules are in place, analytics and simulation turn the digital twin in manufacturing into a decision-support system. Manufacturers can analyze trends, detect anomalies, and test what-if scenarios to understand how changes may affect stability, throughput, or quality before applying them on the shop floor.
Dashboards and interfaces expose the digital twin to engineers, operators, and managers. While important for adoption, visualization is only a presentation layer. Without reliable data ingestion, modeling, and state logic underneath, it does not constitute a digital twin.
In more advanced implementations, AI and machine learning modules can be added to improve prediction accuracy or automate pattern recognition. These components are optional. Their effectiveness depends on the stability and quality of the underlying digital model rather than on the algorithms themselves.
When we work on digital twin software for manufacturing, we approach it differently from a typical enterprise application. The process is driven by system modeling, live data, and validation against real operations, not by building interfaces or analytics first.
Rather than structuring the work around predefined stages, we focus on what needs to be built and proven at each step to make the digital twin reliable in a production environment.
We start by defining what is digital twin technology in manufacturing main focus and what decisions it needs to support. At this stage, we work with teams to clarify:
which assets, processes, or flows should be modeled
which operational KPIs and constraints matter most
where the data will come from and how reliable it is
This step combines problem framing with early technical validation. The goal is to ensure the scope matches the reality of existing systems and data, not to produce documentation for its own sake.
Once boundaries are clear, we design the digital representation of the system. We model assets, process steps, resources, and constraints as interconnected entities with defined states and behaviors.
At this point, there is usually no user interface. The focus is on building a PoC for a model that can reason about capacity, availability, and dependencies instead of treating incoming data as isolated signals. This model becomes the backbone of everything that follows.
With the digital model in place, development shifts to connecting it to real data sources. This stage includes:
Integrating with MES, ERP, SCADA, and IoT platforms
Establishing data pipelines and event streams
Handling latency, missing data, and inconsistent updates
Ensuring time alignment across sources
A significant part of the digital twin development effort is spent here. The system must remain stable even when data quality is imperfect, which is common in real manufacturing environments.
As live data flows through the model, we implement rules that reflect real production conditions, including sequencing logic, capacity limits, and operational thresholds. This allows events to propagate across the model. A local change, such as a machine delay, can be reflected in downstream capacity or delivery risk. At this stage, the digital twin in manufacturing starts supporting operational reasoning, not just monitoring.
Only after the digital twin reliably reflects reality do we introduce analytics and simulation. We validate behavior against historical data and use what-if scenarios to explore how changes may affect stability, throughput, or quality.
User interfaces and alerts are added gradually. In most projects, this sort of MVP for a digital twin runs in parallel with existing processes until teams build confidence in its outputs.
This incremental, model-first approach is how we help manufacturing teams introduce digital twin technology without disrupting production. We focus on accuracy and trust early, and expand capabilities only after the foundation proves reliable.
Manufacturing teams come to digital twin projects from very different starting points. Some are exploring the technology for the first time, others already have data and platforms in place, and some are looking to extend existing solutions.
In our work, the cooperation model depends on data readiness, system maturity, and how clearly the use case is defined.
We offer a full-cycle product development when there is no existing digital twin foundation or when current systems cannot support system-level modeling. Covering everything from planning to release, this approach is typical when:
The digital twin is expected to become a core operational capability
Data from multiple systems needs to be unified and structured
Scalability and long-term evolution matter
If teams are interested in digital twin technology in manufacturing industry but unsure where it will deliver value, we start with a focused discovery phase. This helps clarify:
Which parts of the production system can be modeled
Whether data quality and availability are sufficient
Which use cases make sense to start with
What technical approach and development plan will support the initial scope
Some teams already have platforms or early digital twin components in place and need support with specific parts of the system. In these cases, we typically offer dedicated development team services. We provide specialists with the necessary skills to work on:
Extending the digital model
Adding analytics, simulation, or predictive logic
Improving state synchronization or performance
Anything else you want to improve in your model
Digital twin technology in manufacturing can be valuable, but it’s not a ready-made solution and not a simple visualization layer. It’s a custom system, and its usefulness depends on data quality, system modeling, and clear operational goals.
Since 2014, we have worked with manufacturing and industrial teams, as well as with adjacent domains like logistics, building custom software for complex, data-driven operations — systems that integrate multiple platforms, model operational constraints, and support decision-making in environments where reliability and continuity matter.
That experience shapes how we approach digital twin applications in manufacturing. We focus on a realistic scope and incremental progress. When built on a solid foundation, digital twin software can grow alongside the organization and support better decisions without disrupting production.


